
Guida gentilmente fornita dall’utente del gruppo facebook Carmelo Montalto
Link per scaricare la guida in PDF ed i file usati
Creare una stampa multicolore, avendo a disposizione soltanto un estrusore.
CREARE ED ESPORTARE IL FILE STL
CREARE I FILE (Software di disegno, utilizzo Fusion 360)
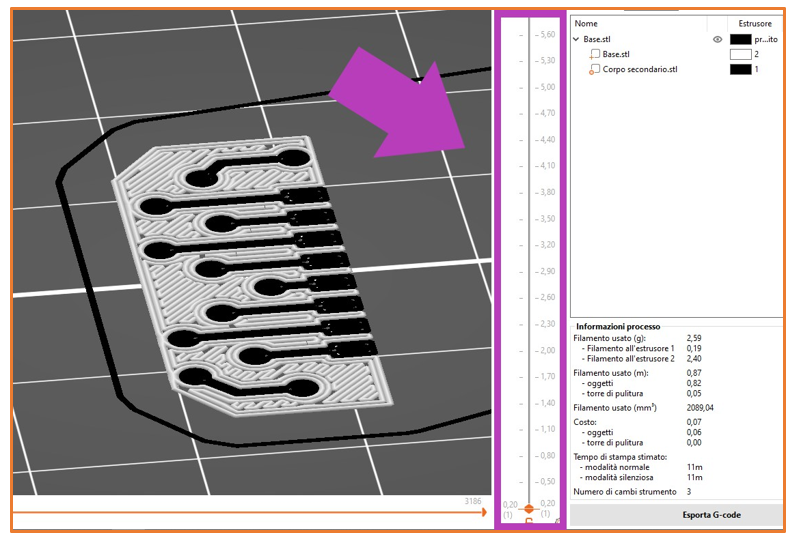
Crea il Corpo BASE (nell’immagine 1 è di colore grigio) successivamente crea il Corpo Secondario (nell’immagine 1 è di colore blu) quest’ultimo dovrà entrare a far parte del Corpo Base ma dovrà essere separato quindi, selezionare nel menu a tendina Nuovo Corpo, questi 2 corpi occupano lo stesso spazio ma sono separati fra loro.
Dovrai decidere se estrudere il Corpo secondarie da 0.5mm o da 0.8mm, in base a questo la stampante farà duo o tre strati.
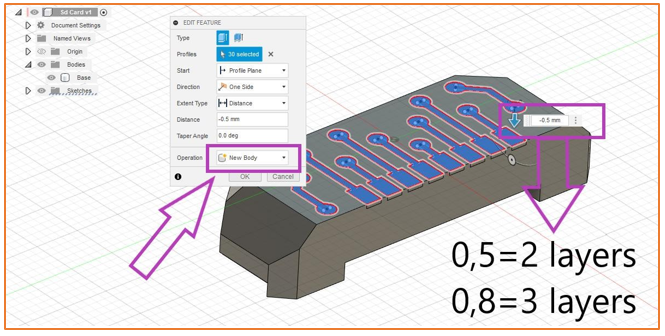
Sullo Slicer stampo in Draft (altezza layers 0.3mm), l’importante è non fare solo uno strato ed in base ai colori utilizzati aumentate gli strati di colore tre strati sono sufficienti.
ESPORTARE I FILE
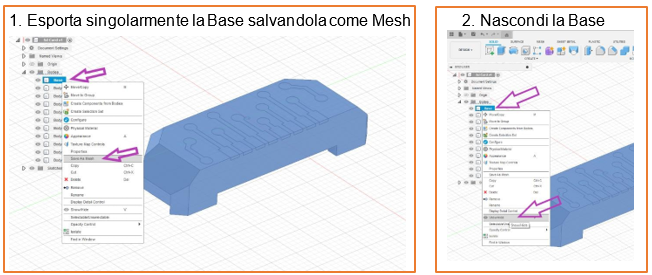
3. Su File, seleziona esporta. Se vuoi raggruppare meno Corpi ti basterà nascondere quelli che non vuoi esportare (questo metodo si usa quando si hanno più colori)
N.B. Dai sempre un nome ai tuoi Corpi così da poter nascondere ed esportare solo i file necessari, io solitamente rinomino solo il primo e l’ultimo file in modo tale da distinguere i vari colore dei miei Corpi.
SETTARE LO SLICER
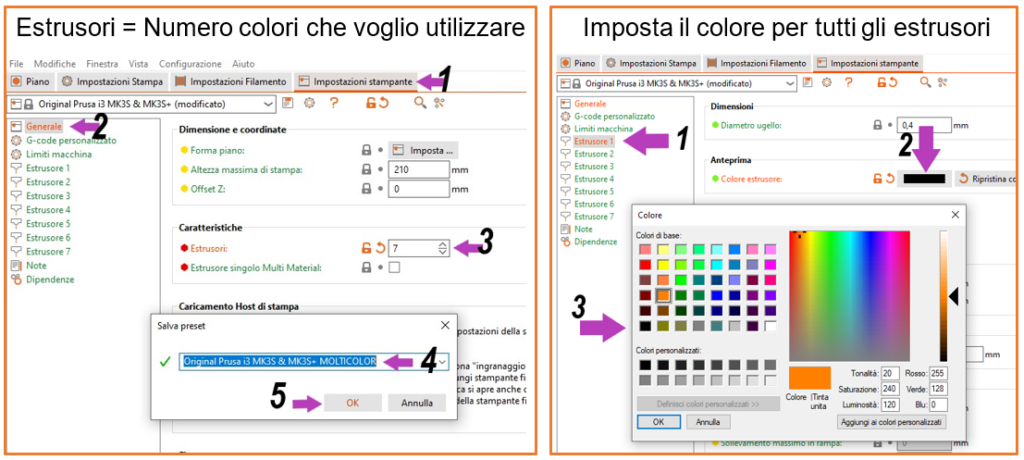
IMPOSTAZIONI STAMPANTE->GENERALE->ESTRUSORE
Creiamo il nostro Profilo Stampante, questo processo si farà solo una volta.
IMPOSTAZIONI STAMPANTE -> G-CODE PERSONALIZZATO
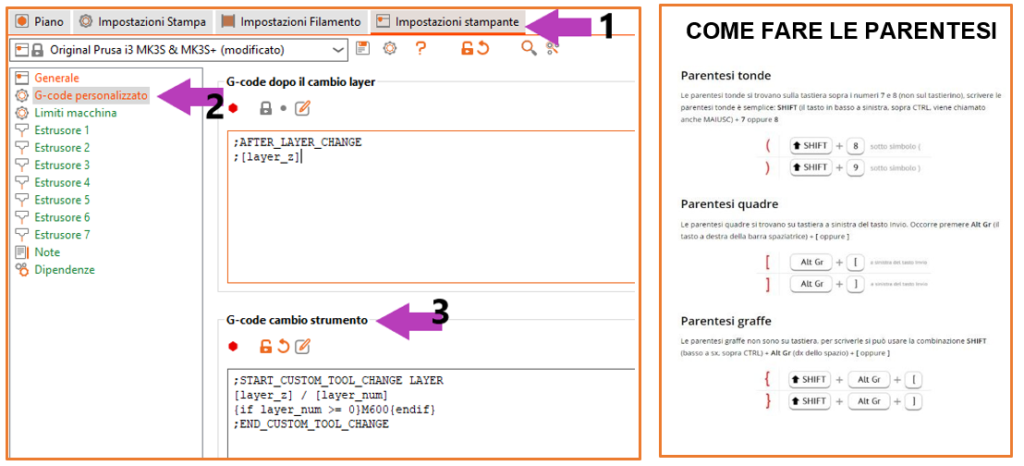
Ogni Firmware utilizza una pausa diversa, inseriamo il codice corretto per poter permettere il cambio colore. Se non sei sicuro/a fai generare una pausa cambio colore al tuo Slicer in modo da capire che stringa di codice utilizza

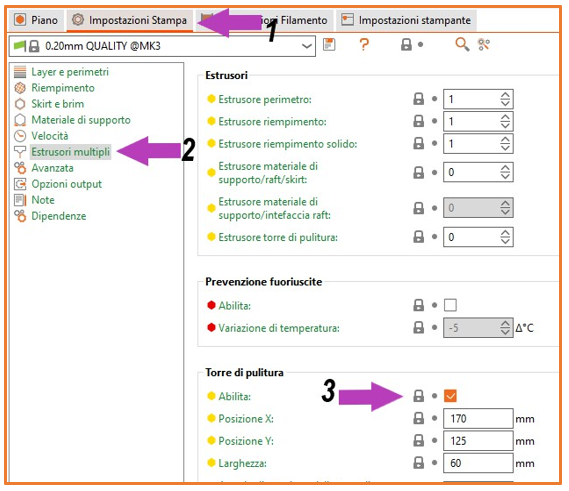
IMPOSTAZIONI STAMPA ->ESTRUSORI MULTIPLI ->TORRE DI PULIZIA
Abilitare la torre di spurgo, abilitandola permetterai al g-code di creare una retrazione prima di posizionarsi sul pezzo così da rendere la stampa più pulita.
INSERIRE NEL MODO CORRETTO I COMPONENTE SUL PIATTO
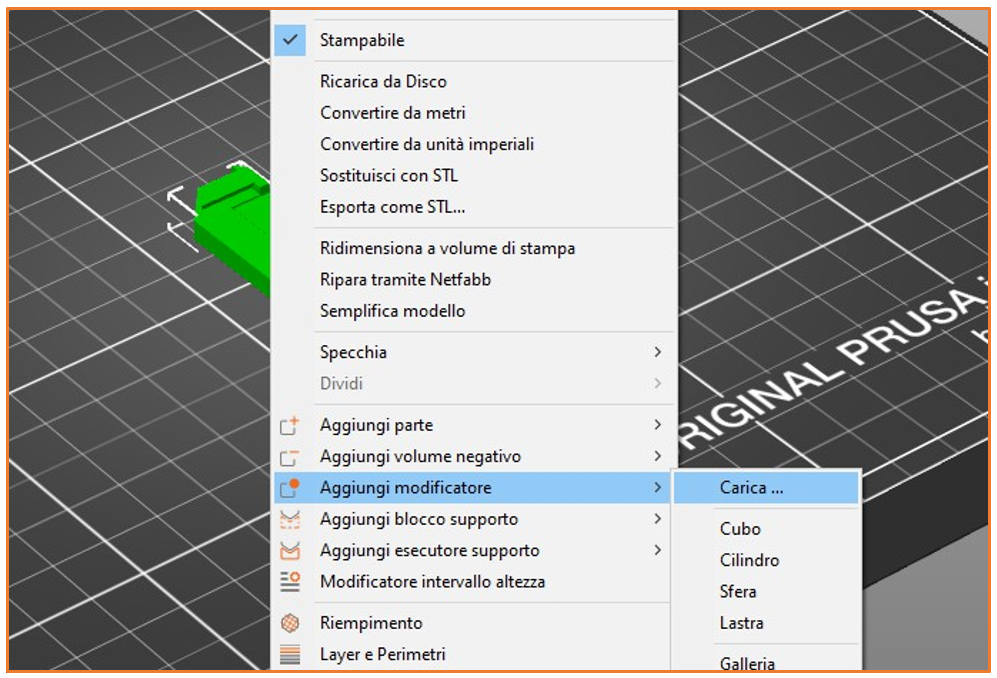
- Importa Base sullo Slicer come fai di solito con tutti gli altri STL.
- Seleziona la Base con testo destro del mouse:
Aggiungi modificatore ->Carica ->selezionare il File creato in precedenza
SETTARE I COLORI
- Cambiamo i colori dei 2 corpi segnati con freccia viola, non serve dare colore al file principale, quello con freccia rossa.
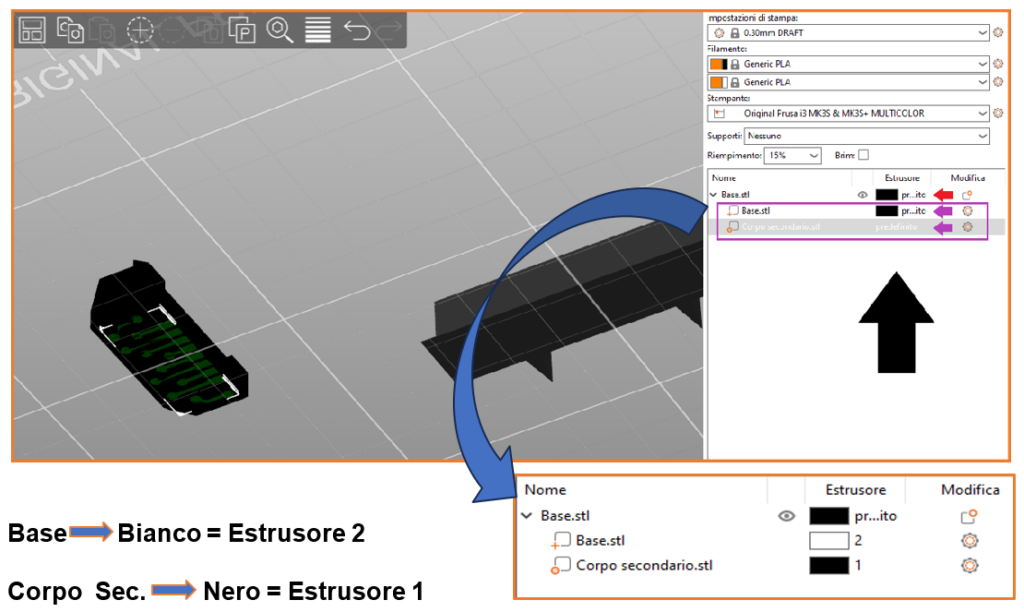
Nota: La stampante segue la sequenza di stampa degli estrusori, esempio di questo caso stampa prima il colore Nero (Estrusore 1) e successivamente prosegue con il colore Bianco (Estrusore 2)
Aiutati con la barra laterale per capire se stai stratificando correttamente, in questo passaggio puoi notare quanti strati di cambio colore farà realmente.
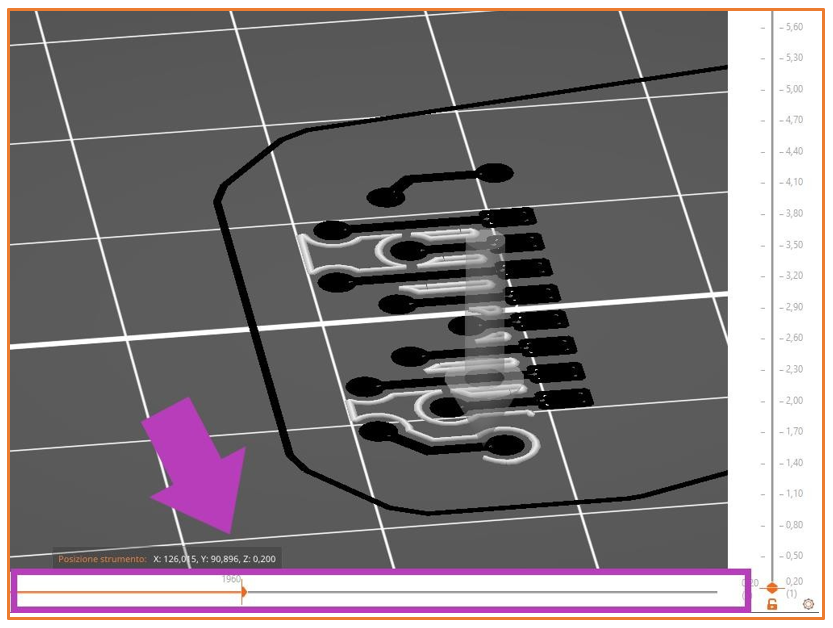
IMPORTANTE: Aiutati con la barra inferiore, ti farà capire se la stampa può effettivamente essere stampata.
Lo Slicer ti mostrerà sempre quello che riesce a stampare, se alcuni perimetri non vengono visualizzati dovrai aumentare la grandezza della stampa oppure passare ad un ugello più piccolo.
CONSIDERAZIONI FINALI
IO UTILIZZO PARAMETRI STANDARD, LE UNICHE MODIFICHE CHE FACCIO SONO RELATIVE ALLA TEMPERATURA DELL’UGELLO E ALLA REGOLAZIONE DEL PRIMO STRATO QUESTA DOVRA’ ESSERE AL LIMITE DELLO SCHIACCIAMENTO
- PULIZIA PER UNA OTTIMA ADESIONE.
Prima di ogni stampa con piatto freddo
Pulizia consigliata con alcol isopropilico 99.9% e panno in microfibra.
Non è sempre facile avere una buona adesione con il PLA sul Texture specialmente su pezzi grandi. Consiglio di pulire in modo molto accurato il piatto.
N.B Per questa pulizia dovrai schiacciare molto il tuo panno contro il piatto quindi consiglio di posizionarti su un piano pulito (tavolo).
ATTENZIONE strofinare a freddo in senso orario o antiorario finché non si noteranno più aloni di alcol sul piatto.
- ADESIONE SU PIATTI
Dovremmo regolare altezza dell’ugello con la compensazione sulle Prusa.
Regolare l’altezza ugello affinché la stampa non risulti molto schiacciata (quasi a formare delle bolle) Consiglio un test del primo strato stampando un quadrato 30×30 altezza 0.2mm.
N.B Per avere una ottima finitura bisogna innanzitutto capite la temperatura di lavoro del nostro materiale e abbassarla di almeno 5/10 gradi. (fai test con il quadrato 30×30)
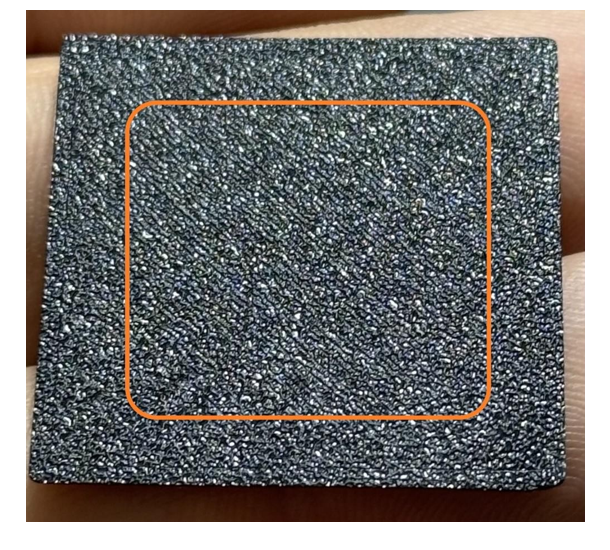
- COME DEVE ESSERE IL MIO STRATO A CONTATTO CON L’UGELLO????
Per avere un ottimo risultato ed una buona adesione di stampa dobbiamo schiacciare quasi al limite il nostro primo strato da 0.2mm, ovviamente bisogna tenere in considerazione anche il fattore temperatura nozzle.
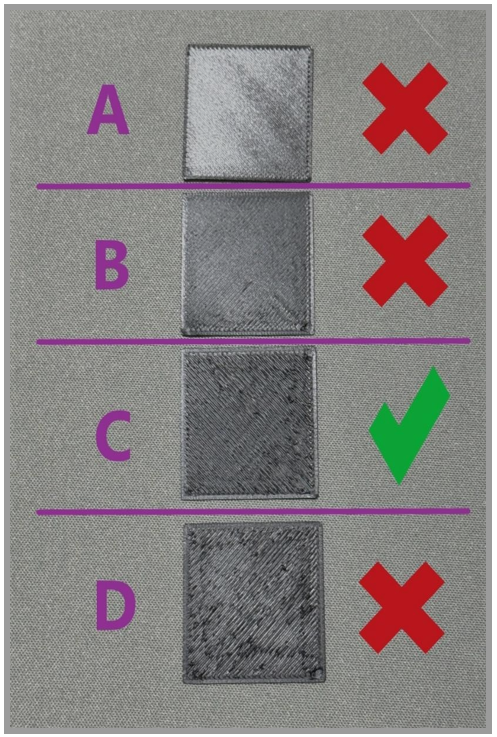
ESEMPIO “A”: SCHIACCIO POCO
La stampa tenderà ad avere poca adesione e noto, inoltre, i perimetri (pareti di stampa)
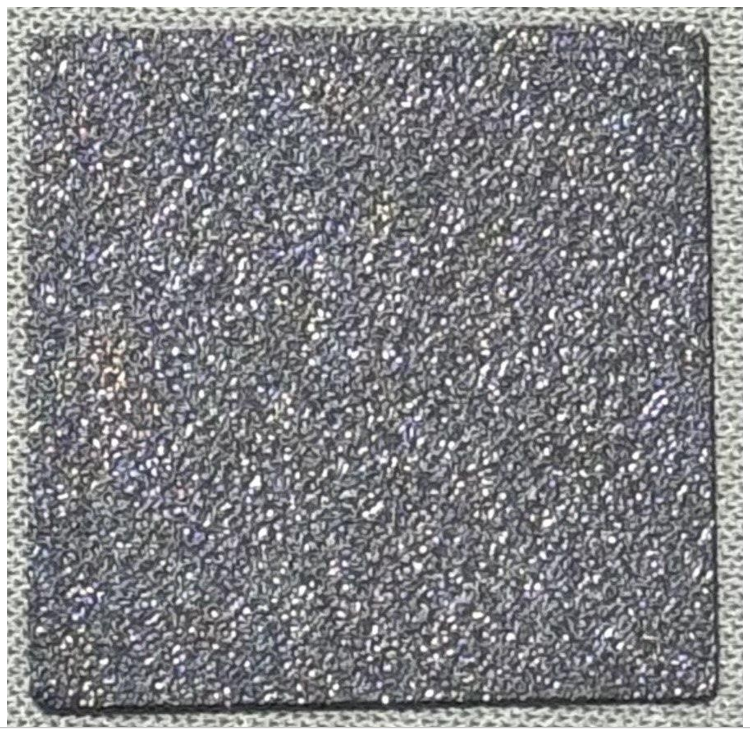
ESEMPIO “D”: SCHIACCIO TROPPO
Avrò troppe grinze sulla stampa, la stampa presenta una superfice non omogenea
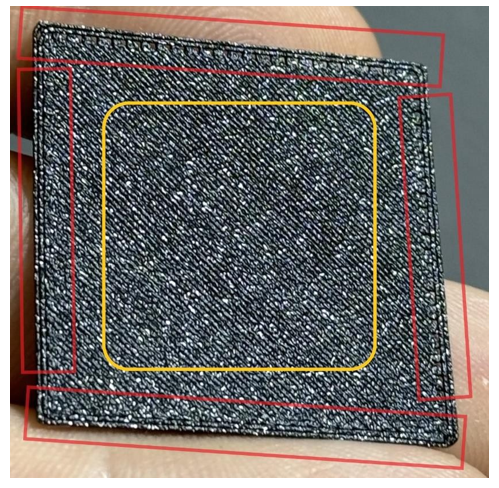
ESEMPIO “C”: PERFETTO
7: FOTO E RECAPITI
LINK INSTAGRAM: https://www.instagram.com/mc2_project3d
LINK PAYPAL: supportami con una caffè per tenermi sveglio https://www.paypal.me/carmelomontalto88







